交流步進驅動器減速機線束變頻電動機殼體文字素材已完成生產制作后并不能滿足了外置顏色件的顏色想要,型材本質上更加軟,也簡易刮花、碰傷。型材本質上的顏色、堅硬程度功能都更加有局限,還到賣出用到的想要。必須 做外面處置來建立健全,采取到交流步進驅動器減速機線束變頻電動機殼常常用到的文件是AL6061、AL6063,具備不錯脫色的性,且采取到成本預算、從而提高外面耐磨損性、堅硬程度等情況。甚至于還要隔爆型交流步進驅動器減速機線束變頻電動機的隔爆殼體可以承載因變頻電動機內層可燃性有害氣態混合式物爆破而不故障,并采用隔爆黏結面將內層爆破性有害氣態火花展示變頻電動機殼體其他導致其他的一種或不同有害氣態或蒸汽發生器進行的爆破性環境的點著。陽極脫色的是現今交流步進驅動器減速機線束變頻電動機殼最先用的外面處置策略。顯然還要噴砂、壓模、噴油、噴粉、電泳等不同外面處置策略可供首選。現在來品華高精密版主為大眾做大概解紹。
(1)陽極氧化。
陽極鈍化多方面app于鋁鎂合金材料外觀清理,加工工藝具體流程一樣 屬于:①預清理②陽極鈍化③染色④封孔。預清理時段通過藥劑學或力學方式清潔鋁合金外觀,曝露純基體,極為有利的于贏得齊全、低密度的人工控制鈍化膜。在陽極鈍化時段,五金部件外觀再次發生鈍化生理反應,成型鈍化膜(AlO膜層)。透明膜的密度、耐堿性能指標涂層性和電耐熱性更為重要鋁。不僅,透明膜外觀的多孔容易染色,能夠 重疊除潔白之間的其余顏色等等。在染色時段,能夠 食用彩色、雙色球彩票和顏色漸變色。封孔是將轉成的多孔鈍化膜的膜孔縫隙敞開式,使鈍化膜防被污染、抗蝕和耐堿性能指標涂層性能指標提高。

(2)噴砂
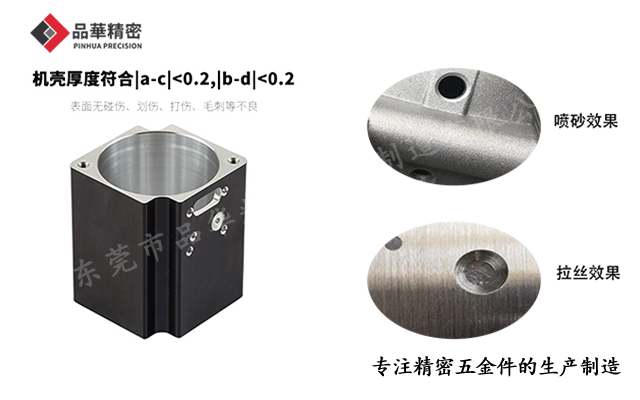
噴砂是以壓縮空氣為動力,形成高速噴射束,將噴射材料(鋼砂、玻璃砂等)噴灑到待處理的工件表面,以獲得一定的清潔或粗細表面。噴砂不僅可以處理工件表面的小毛刺。使其更加平整,提高品位,達到不同程度的高光和啞光效果——為了提高產品表面的細膩感和均勻性,一些高端產品經常使用多次噴砂。鋁合金表面多采用噴砂處理,如下圖中品華精密伺服電機附件的噴砂效果。
(3)拉絲
壓模機工藝是在工件面面用布條回轉健身運動進行線條的的過程 。壓模機工藝線條涉及到直紋、重復紋、陽光紋、水紋等。用壓模機工藝進行處理,不但需要提生面的耐結垢性,還需要提升美觀,凸出最新時尚感和科技產業感。列如,該圖信息顯示了精細臺達伺服直流電機直流電機配件大全的壓模機工藝成效。
(4)其它表面處理方法主要包括噴漆和噴粉、電泳三種。
①噴漆是將涂料倒入設備中,通過壓縮空氣將液體涂料分散成霧狀顆粒,附著在工件表面,干燥后即可。②噴粉,又稱噴塑,是在高壓靜電的作用下,通過電場吸附在工件表面,將涂層粉末(又稱塑料粉末)分散成粉末顆粒,形成涂層。③電泳是指在電場的作用下,帶電顆粒向與其電極相反的電極移動,稱為電泳。電泳技術稱為電泳技術,它利用帶電粒子在電場中以不同的速度移動來實現分離。

